博望机床钢板防护罩,刨床防护罩
揭阳2023-04-05 09:30:02
14 次浏览user_6969976
联系人:李国庆
伸缩式钢板防护罩钣金是完全可以维修的,主要看伸缩式钢板防护罩坏到什么程度.或者说机床钣金防护罩是什么部位坏了,先找准坏掉的部位进行详细说明.比如;
1.机床导轨防护罩的内部导轨支撑滑轮磨损坏掉, (这是完全可以更换滑轮的).
2.机床铝型防护帘的钢板被工件砸坏了,凹凸不平还可以修吗, (一般这种情况,可以把砸坏到直接换到,从新制作.由于坏掉的钢板无法达到初的平整度,因此,无法再使用.)
3.伸缩式钢板防护罩的伸缩护板胶条,磨损太严重,以至于掉落,还能弄好吗. (伸缩式钢板防护罩的伸缩板胶条可以更换新的,当然,必须同时更换胶条配套的盖板.)
4.维修伸缩式钢板防护罩的整套抛光,更换胶条及滑轮,能延长其寿命吗? (当然,这是肯定得,切记,伸缩式钢板防护罩的维修养护,是件必须遵守的事件,由于伸缩式钢板防护罩钣金件长期在和油渍,湿度,凌乱复杂的环境中工作,防护罩的表面及边角缝隙都有特别多的油泥及铁屑粉末,由此,会给密封胶条及滑轮这种易损件带来极大的损伤.所以,对防护罩的维护尤其重要.)
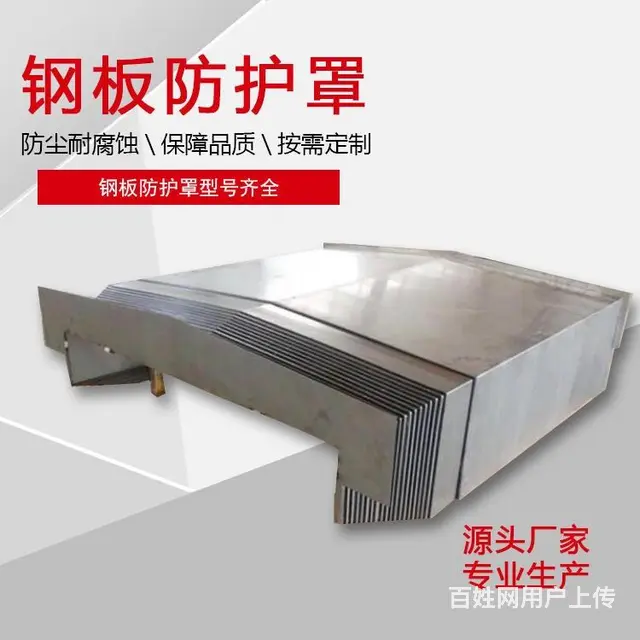
木子李数控机床附件生产的钢板防护罩是由多个配件产品组成的,主要的部分就是钢板,钢板是整个产品的主体因此一定要选择高材质的钢板,目前主要选择的材质为A3铁板、1Cr13板、201不锈钢板。钢板主要有冷板(A3) 1.5#、2#、2.5#、3#、3.5#、4#;不锈铁(1Cr*************************#;不锈钢(1Cr*************************#。钢板防护罩装有聚氨酯刮屑胶条。钢板防护罩为的2-3mm厚钢板冷压成形而成,根据要求也可以为不锈钢的。的表面磨光会使其另外升值。
钢板防护罩的压缩尺寸,我们的设计师一般在设计机床的时候机床尽头留有足够的护罩压缩空间的这个大家伙不必担心,至于加工中心钢板防护罩的拉伸,我们都是根据现有的公式:拉伸=机床行程+护罩压缩 ,这个公式你不必怀疑无论在什么情况下都是成立的,加工中心钢板防护罩实际拉伸,要比行程+压缩大些,留出余量,不紧绷护罩,以免损-坏。还有压缩的实际尺寸我们会比实际压缩要小一些。
钢板防护罩可以在同一方向连接,这与一般的单片和单片拉式完全不同,因此噪音极低,可以延长机床的使用寿命。钢板防护罩装置允许护罩移动到120米/分钟的速度并承受更高的G值(2G)。钢板防护罩可使挡板移动并平行(避免一般剪切力型防护罩仍具有蛇线的缺点),它可以在高速下更稳定,无振动。
滑轮钢板防护罩伸缩式导轨防护罩是机床的传统防护形式。
在这一领域里钢制伸缩式导轨防护罩被广泛的应用,对防止切屑及其它尖锐东西的进入起着有效的防护作用,通过一定的结构措施及合适的刮屑板也可有效的降低冷却液的渗入。
我厂钢制伸缩式导轨防护罩能够适应现代机床对高科技、正确的安装位置、高运行速度等方面不断提高的要求。钢板防护罩具有密封好,能防铁屑、防冷却液,防工具的偶然事故。
科学技术的发展以及世界先进制造技术的兴起和不断成熟,对数控加工技术提出了更高的要求;超高速切削、超精密加工等技术的应用,对数控机床的数控系统、伺服性能、主轴驱动、机床结构等提出了更高的性能指标;FMS的迅速发展和CIMS的不断成熟,又将对数控机床的可靠性、通信功能、人工智能和自适应控制等技术提出更高的要求。随着微电子和计算机技术的发展,数控系统的性能日臻完善,数控技术的应用领域日益扩大。
数控铣床是一种加工功能很强的数控机床,迅速发展起来的加工中心、柔性加工单元等都是在数控铣床、数控镗床的基础上产生的,两者都离不开铣削方式。由于数控铣削工艺 复杂,需要解决的技术问题也 多,因此,人们在研究和开发数控系统及自动编程语言的软件时,也一直把铣削加工作为重点。
数控机床的产生与发展
随着社会生产和科学技术的迅速发展,机械产品日趋精密复杂,且需求频繁改型,特别是在宇航、造船、军事等领域所需的机械零件,精度要求高,形状复杂,批量小。加工这类产品需要经常改装或调整设备,普通机床或专用化程度高的自动化机床已不能适应这些要求。为了解决上述问题,一种新型的机床——数控机床应运而生。这种新型机床具有适应性强、加工精度高、加工质量稳定和生产效率高等优点。它综合应用了电子计算机、自动控制、伺服驱动、精密测量和新型机械结构等多方面的技术成果,是今后数控机床的发展方向。
数控机床的产生
世界上第一台成功研制的数控机床是一台三坐标的数控铣床,于1952年由美国帕森斯公司(Parsons)和麻省理工学院(MIT)合作完成。早在1948年,美国在研制加工直升机叶片轮廓检查用样板的加工机床任务时,就提出了研制数控机床的初始设想。1949年,在美国空军部门的支持下,帕森斯公司正式接受委托,与麻省理工学院伺服机构实验室合作,开始从事数控机床的研制工作。经过三年时间的研究,于1952年试制成功世界上第一台数控机床试验性样机。这是一台采用脉冲乘法器原理的真线插补三坐标连续控制铣床。其控制装置由2000多个电子管组成,占了一个普通实验室那么大。这台数控铣床的诞生,标志着机械制造的数字控制时代的开始。
数控机床加工是把刀具与工件的运动坐标分割成 小的单位量,即 小位移量。由数控系统根据工件程序的要求,使各坐标移动若干个 小位移量,从而实现刀具与工件的相对运动,以完成零件的加工。 [1]
功能特点
加工中心
加工中心(6张)
数控铣削加工除了具有普通铣床加工的特点外,还有如下特点:
1、零件加工的适应性强、灵活性好,能加工轮廓形状特别复杂或难以控制尺寸的零件,如模具类零件、壳体类零件等;
2、能加工普通机床无法加工或很难加工的零件,如用数学模型描述的复杂曲线零件以及三维空间曲面类零件;
3、能加工一次装夹定位后,需进行多道工序加工的零件;
4、加工精度高、加工质量稳定可靠,数控装置的脉冲当量一般为0.001mm,高精度的数控系统可达0.1μm,另外,数控加工还避免了操作人员的操作失误;
5、生产自动化程度高,可以减轻操作者的劳动强度。有利于生产管理自动化;
6、生产效率高,数控铣床一般不需要使用专用夹具等专用工艺设备,在更换工件时只需调用存储于数控装置中的加工程序、装夹工具和调整刀具数据即可,因而大大缩短了生产周期。其次,数控铣床具有铣床、镗床、钻床的功能,使工序高度集中,大大提高了生产效率。另外,数控铣床的主轴转速和进给速度都是无级变速的,因此有利于选择 切削用量;
数控铣床的主要功能
(1)点位控制功能:数控铣床的点位控制主要用于工件的孔加工,如中心钻定位、钻孔、扩孔、锪孔、铰孔和镗孔等各种孔加工操作。
(2)连续控制功能:通过数控铣床的直线插补、圆弧插补或复杂的曲线插补运动,铣削加工工件的平面和曲面。
(3)刀具半径补偿功能:如果直接按工件轮廓线编程,在加工工件内轮廓时,实际轮廓线将大了一个刀具半径值;在加工工件外轮廓时,实际轮廓线又小了一个刀具半径值。使用刀具半径补偿的方法,数控系统自动计算刀具中心轨迹,使刀具中心偏离工件轮廓一个刀具半径值,从而加工出符合图纸要求的轮廓。利用刀具半径补偿的功能,改变刀具半径补偿量,还可以补偿刀具磨损量和加工误差,实现对工件的粗加工和精加工。
(4)刀具长度补偿功能:改变刀具长度的补偿量,可以补偿刀具换刀后的长度偏差值,还可以改变切削加工的平面位置,控制刀具的轴向定位精度。
(5)固定循环加工功能:应用固定循环加工指令,可以简化加工程序,减少编程的工作量。
(6)子程序功能:如果加工工件形状相同或相似部分,把其编写成子程序,由主程序调用,这样简化程序结构。引用子程序的功能使加工程序模块化,按加工过程的工序分成若干个模块,分别编写成子程序,由主程序调用,完成对工件的加工。这种模块式的程序便于加工调试,优化加工工艺。
数控铣床加工范围
(1)平面加工:数控机床铣削平面可以分为对工件的水平面(XY)加工,对工件的正平面(XZ)加工和对工件的侧平面(YZ)加工。只要使用两轴半控制的数控铣床就能完成这样平面的铣削加工。
(2)曲面加工:如果铣削复杂的曲面则需要使用三轴甚至更多轴联动的数控铣床。
数控铣床的装备
(1)夹具:数控铣床的通用夹具主要有平口钳、磁性吸盘和压板装置。对于加工中、大批量或形状复杂的工件则要设计组合夹具,如果使用气动和液压夹具,通过程序控制夹具,实现对工件的自动装缷,则能进一步提高工作效率和降低劳动强度。
(2)刀具:常用的铣削刀具有立铣刀、端面铣刀、成形铣刀和孔加工刀具。
数控机床是数字控制机床(Computer numerical control machine tools)的简称,是一种装有程序控制系统的自动化机床。该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,用代码化的数字表示,通过信息载体输入数控装置。经运算处理由数控装置发出各种控制信号,控制机床的动作,按图纸要求的形状和尺寸,自动地将零件加工出来。
数控机床较好地解决了复杂、精密、小批量、多品种的零件加工问题,是一种柔性的、高效能的自动化机床,代表了现代机床控制技术的发展方向,是一种典型的机电一体化产品
联系电话:13731711230